Tag Archive: Feed
-
JEC from A to Z: Level Indication – Devices to Improve Process Control and Inventory Management
If you don’t have someone on staff using the careful application of a hickory nut-loaded slingshot and his finely tuned sense of hearing to check the level of
 your silos and bins (TRUE STORY), maybe you should consider our BinMaster® Bin Level Indicators for your inventory management and process control. Let us help you select the best solution for your application – we want to save you time, money, and support a much safer working environment for you and your employees!
your silos and bins (TRUE STORY), maybe you should consider our BinMaster® Bin Level Indicators for your inventory management and process control. Let us help you select the best solution for your application – we want to save you time, money, and support a much safer working environment for you and your employees!Bin Level Indicators Enhance Safety
- reduces the risk of accidents – no need for climbing ladders or onto bin roofs to routinely check bin levels
- explosion-proof certifications are available on many devices for volatile or dusty materials
Bin Level Indicators are User Friendly and Save Time
- easy to install and operate – highly skilled technical or operational staff not required
- eliminates frequent climbing and allows multiple bins to be monitored from a central location – manage from one up to 120 bins
- “fail-safe” feature offered on many devices that gives an immediate warning and instantaneous response in the event of a failure
- require virtually no maintenance – by design, the “de-energized” operation of the motor in BinMaster® rotaries places less stress on the motor and prolongs motor life
Bin level Indicators Improve Inventory Management and Optimize Storage Capacity
- automatically monitor materials and control processes avoiding costly spills, material waste, empty conditions, clogged chutes, jammed conveyors and unnecessary downtime – overfilling bins ruins materials, wastes time, makes a mess, and costs money
- improves inventory level accuracy and delivers more timely information regarding bin status allowing for just-in-time replenishment reducing the risk of shutting down operations if material should run out – advanced systems like the SmartBob from BinMaster® allow users to view multiple bins at a glance
Bin Level Indicators are Highly Cost Effective
- provide a solution for a wide variety of applications and every budget quickly paying for themselves in labor savings alone
- optimized storage capacity and replenishment cycles makes even the most advanced BinMaster® system a fast return on the investment
- designed to use less equipment to monitor more bins, can be configured to tie into existing control systems, and feature low power consumption and operating costs
Let us be your Complete Solution – we offer:
- Continuous Level Indication via BinMaster® SmartBob, 3DLevelScanner, RL Acoustic Level Scanner, Guided Wave Radar, Smartwave Pulse Radar Level Transmitter, and Ultrasonic Level Transmitter
- Point Level Indication via BinMaster® Capacitance Probes, Diaphragm Switch Level Indicator, Rotary Level Indicator, Vibrating Rod
- Tilt Level Indicators and Flow and Dust Detection also available
- Level indication equipment suitable for Pellets, Granulars, Powders and Most Other Bulk Solids – serving a variety of industries and applications including Grain, Seed & Feed; Chemical Processing; Aggregates & Cement; Food Processing; Bioenergy; Pulp & Paper; Petrochemicals; Plastics Manufacturing; Power Plants; Mining Operations; water/wastewater and more!
- View the Level Indication Product Selection Chart to find out which level indicator best fits your application.
-
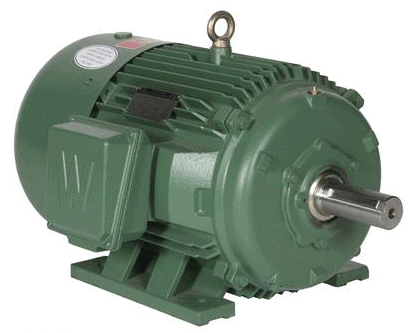
JEC from A to Z: Electric Motors, Motor Controls and Gear Reducers
 Electric motors are used by a wide variety of our dry bulk materials handling and materials processing customers like aggregates, asphalt, and concrete, chemical processing, food processing, foundry and metal fabrication, glass, paint, plastics and rubber manufacturers, textile mills, grain, feed, fertilizer, seed, lime, mining, power, pulp & paper, railroad, and recyclers just to name a few.
Electric motors are used by a wide variety of our dry bulk materials handling and materials processing customers like aggregates, asphalt, and concrete, chemical processing, food processing, foundry and metal fabrication, glass, paint, plastics and rubber manufacturers, textile mills, grain, feed, fertilizer, seed, lime, mining, power, pulp & paper, railroad, and recyclers just to name a few.To meet the needs of our diverse customer base, we offer a wide variety of general purpose premium efficiency electric motors and IEEE-841 electric motors with TEFC (Totally Enclosed Fan Cooled) enclosures, severe duty large frame electric motors, and premium efficiency explosion proof electric motors with TEXP (Totally Enclosed Explosion Proof) enclosures. We also offer shaft mount gear reducers and worm gear reducers, motor mounts, motor controls, temperature sensors, and other components, accessories, and options for your operation’s unique needs and environment.
If you operate blowers, bucket elevators, centrifugal pumps, compressors, conveyors, dust collectors, farm equipment, feeders, food processing equipment, hoppers, material handling equipment, packaging machinery, recycling equipment, screeners, screw conveyors, separation equipment, shakers, vibrating screens, etc., then great quality electric motors with all the necessary certifications keep your operation running optimally!
-
JEC from A to Z: Aeration
Check out our full line of aerators, aeration blowers, and related products for silos, bins, hoppers, chutes, rail tankers, road tankers, truck hoppers, etc. Aeration products are used by our customers who store and move cement, fly ash, flour, lime, feed, pigments, chemicals, many other types of dry bulk materials. Jamieson Equipment is the Complete Solution for our Concrete, Food, Quarry, Agriculture, Chemical, and many other processing industries customers! Click here to view our Aeration line.